
英文题目:Monolithic 3D Printing of Origami-Inspired Soft Robotics from Sustainable Bio-Based Resin
中文题目:基于可持续生物基树脂的折纸软体机器人一体化3D打印
作者:Alireza Montazeri, Sarah Sandmann, Dorothea Helmer, Edoardo Milana, Bastian E. Rapp
作者单位:德国弗莱堡大学(微系统工程系NeptunLab、SoftLab,FIT弗莱堡互动材料与仿生技术卓越集群)
期刊:Advanced Science(IF 14.1中科院一区,JCR一区)
发表时间:2026年1月13日接收,在线发表
链接:https://doi.org/10.1002/advs.202507395
引文格式:Montazeri A, Sandmann S, Helmer D, et al. Monolithic 3D Printing of Origami-Inspired Soft Robotics from Sustainable Bio-Based Resin[J]. Advanced Science, 2026, e2507395.
01全文速览软体机器人这几年挺火,但有个问题大家可能没太注意:做软体机器人的材料,大部分还是石油基的。硅胶、TPU这些东西,性能是好,可降解性嘛……基本没有。另一个问题是制造方式,很多时候还是模具浇注或者多步组装,想做复杂点的结构挺费劲。
弗莱堡大学这个工作有意思的地方在于,他们从源头上把这两个问题一起解决了。用大豆油(对,就是炒菜那个)开发了一种光敏树脂,通过DLP 3D打印技术,直接把一个折纸结构的软体夹爪一体打印出来。整个夹爪是一个整体,不用组装,没有胶水。更关键的是,这个树脂90%的成分来自可再生原料,生物基碳含量73%。材料性能也够用:杨氏模量18.9 MPa,断裂伸长率19.6%,能扛2000次循环测试。用它做的夹爪,能抓覆盆子、果冻、注射器,还能在水下工作。
核心亮点:
-✅真·可持续:73%生物基碳含量,原料来自大豆油和半纤维素
-✅一体成型:DLP打印,无需组装,没有泄漏风险
-✅折纸驱动:Kresling结构,靠折叠变形而不是材料拉伸
-✅够耐用:2000次循环测试无损坏
-✅挺实用:能抓软东西(覆盆子),也能下水
02研究内容🧪材料开发:从大豆油到光敏树脂
研究团队的起点很直接:能不能用大豆油做出能3D打印的光敏树脂?
他们选的主体是丙烯酸化环氧大豆油(AESO)——这东西本来就是工业上用的生物基原料,便宜、可得性好、有双键可以改性。但有个问题:AESO粘度太高,直接没法用DLP打印。所以他们加了四氢糠基甲基丙烯酸酯(THFMA)作为活性稀释剂,这东西来自半纤维素,也是生物基的。
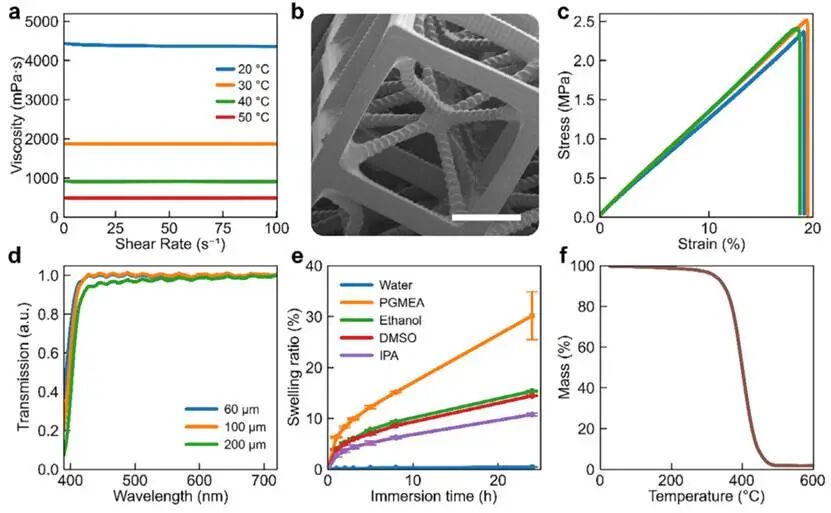
图1用于光诱导3D打印的生物基树脂的物理化学、机械、微观和热表征。a)不同温度下的剪切速率依赖性粘度,从20°C时的4377 mPa·s降至50°C时的492 mPa·s,远低于DLP树脂的10 Pa·s阈值,并可实现环境温度3D打印。b)通过DLP制造的立方晶格测试结构的扫描电子显微镜(SEM)成像,展示了尺寸小至大约90 µm(比例尺:500 µm)的微尺度特征的成功3D打印。c)垂直打印的ISO 527-2 5B型样品的应力-应变响应,显示线弹性,无塑性变形;杨氏模量、极限拉伸强度和断裂应变分别为18.9±0.5、2.4±0.1和19.6±0.3%。d)固化薄膜(60–200 µm)的紫外可见光透射率在550 nm处表现出>97%的透明度,并具有轻微的厚度依赖性衰减。e)在水中和某些溶剂中24小时后的溶胀行为,表明在水中的吸收可以忽略不计,在极性醇和DMSO (10–15 wt.%)中适度溶胀,在PGMEA (约30 wt.%)中明显溶胀和开裂,在丙酮中崩解。f) 3D打印样品的热重分析(TGA)显示出典型的交联网络的均匀、单阶段降解曲线,起始降解温度(T5)为321°C,最大分解速率为393°C,500°C时的炭产率为<2 wt.%。
图1a显示,优化后的树脂在室温下粘度约4.4 Pa·s,远低于DLP打印通常要求的10 Pa·s上限。加热到50°C时粘度降到0.5 Pa·s以下,但实验证明室温打印完全没问题。
配方里还加了交联剂(Genomer 4230)、紫外吸收剂(Tinuvin 326)和光引发剂(TPO)。最终比例是:AESO 75%,THFMA 15%,Genomer 4230 9.5%,Tinuvin 0.5%,TPO 0.5%。计算下来,生物基碳含量73%——这个数字是用碳-14方法测的,靠谱。
打印分辨率方面,他们用这个树脂打了个晶格结构,SEM图像(图1b)显示最小特征尺寸能做到90微米左右,大概是打印机像素分辨率的2倍。对于软体机器人来说,这个精度足够做出很细的折纸折痕了。
📊材料性能:够用就行
材料力学性能用垂直打印的ISO 527-2 5B型样条测试(图1c)。结果:杨氏模量18.9 MPa,拉伸强度2.4 MPa,断裂伸长率19.6%。
这个数字跟硅胶比肯定不算高(硅胶经常能拉到200-300%),但团队的设计思路在这里起了关键作用:他们不是靠材料拉伸来变形,而是靠折纸结构的折叠。19.6%的伸长率对Kresling折纸来说,做真空驱动足够了。
其他几个指标也值得提一下:
-光学透明度:550 nm波长透过率>97%(图1d),这对集成光学传感器有好处
-化学稳定性:在水里泡24小时几乎不溶胀,乙醇和DMSO里轻微溶胀(10-15%),但丙酮里会碎掉(图1e)
-热稳定性:热重分析显示5%失重温度321°C(图1f),软体机器人用完全不用担心
🧩折纸设计:为什么是Kresling?
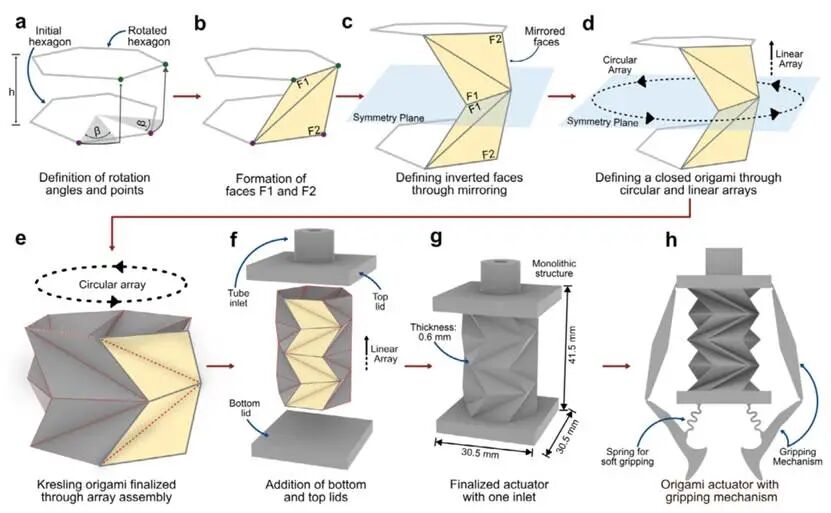
图2基于Kresling的折纸致动器的设计和组装:(a)初始六边形几何形状、旋转角度(β)和高度(h)的定义。(b)主要三角形面(F1和F2)的形成。(c)通过在对称平面上镜像面来创建倒置单元以补偿旋转扭矩。(d)形成封闭结构的圆形和线性排列过程的概念化。(e)排列后得到的折纸图案。(f)分解图显示添加顶盖和底盖以创建具有单个压力端口的密封室。(g)最终的整体执行器设计。(h)将执行器与柔性夹持机构集成以创建最终的软夹持器。
图1把设计思路讲得很清楚。他们选的Kresling折纸,特点是从一个六边形开始,绕轴旋转一定角度(β)再向上延伸高度(h),形成一系列三角形面。把这些面阵列起来,就得到一个封闭的管状结构(图2e)。上下加两个盖子,留一个气嘴,就是一个完整的真空驱动单元(图2g)。
为什么是Kresling而不是Miura或者Yoshimura?文章里给了理由:Miura-ori适合平面变换,做密封腔体麻烦;Yoshimura容易发生整体屈曲而不是受控折叠。Kresling的优势是天然形成封闭管状,变形模式可预测,适合做线性收缩驱动器。
最后把两个Kresling单元镜像组合,再加上一个剪刀式夹爪机构,就成了最终的夹爪设计(图2h)。
🔧驱动器性能:2000次循环没问题
图3a是测试装置示意图。给负压时,Kresling结构轴向收缩。图3b是压力和位移随时间的变化曲线,可以看出几个阶段:阀门打开、压力稳定、阀门关闭。
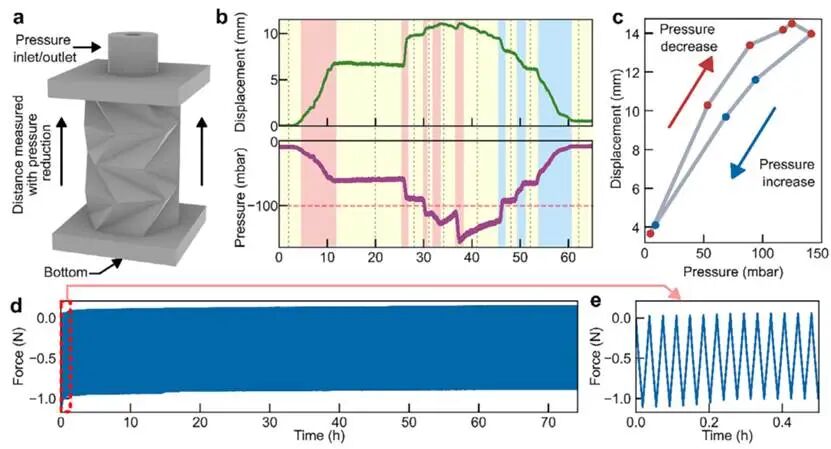
图3折纸致动器的机械特性。(a)用于压力-位移表征的执行器设置示意图。(b)执行器位移和内部压力作为时间的函数,突出显示阀门打开(红色)、阀门打开(黄色)和阀门关闭(蓝色)的周期。(c)从(b)中的代表点导出的压力-位移磁滞回线,说明了能量耗散。(d)执行器70小时以上的长期循环压缩试验。(e) (d)中初始循环的放大视图,显示测试前30分钟内机械响应的稳定性。
有意思的是图3c,压力-位移曲线有明显的迟滞环——这来自聚合物本身的粘弹性和空气泄漏。泄漏问题在负压超过-100 mbar时变得明显(图3b里38-46秒那段),原因是打印过程中可能产生的层间微间隙。但好消息是,在正常工作范围内(夹爪需要的变形量),泄漏率很低(约0.25 mbar/s)。
疲劳测试做了2000个循环,持续70多个小时(图3d)。前30分钟响应会有一点变化(图3e),之后就很稳定了,直到测试结束都没坏。失效模式分析显示,如果超过30%的变形,折痕处会先出现微裂纹,然后逐渐扩展(图S6)。
🤏夹爪演示:从覆盆子到水下
图4是整个工作的亮点展示。图4a是力测试装置,图4b给出了一个完整抓取循环的力和压力曲线:接近→接触(约0.22 N)→抽负压(-400 mbar)→抓力增加到约0.19 N→释放。
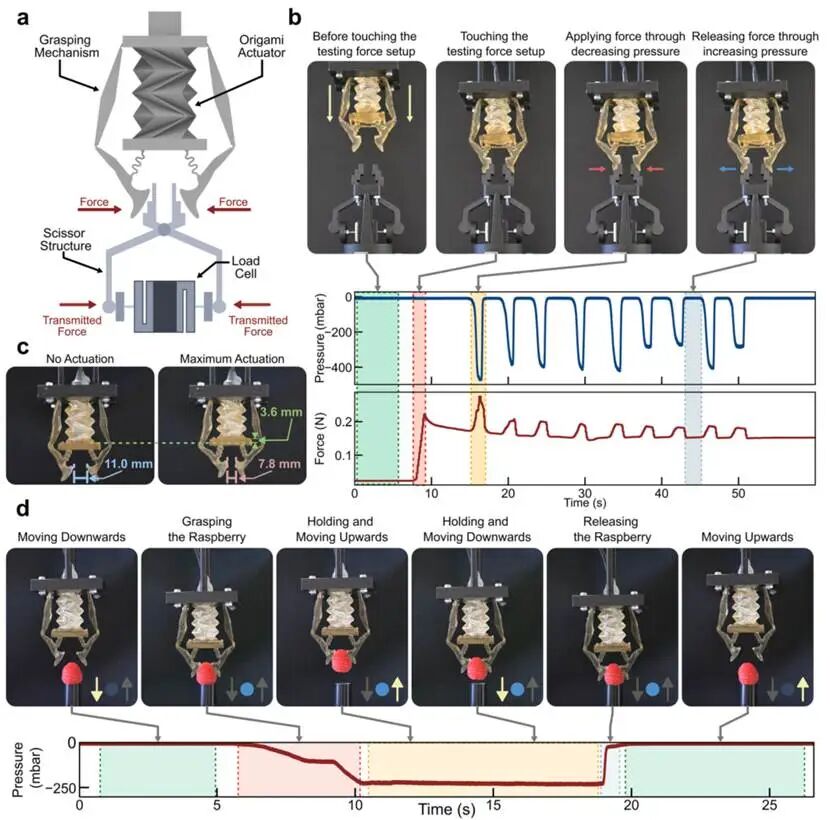
图4夹具性能和精细的物体操纵。(a)折纸夹具与剪刀结构和测力传感器集成的示意图。(b)力测试期间夹具操作的顺序,显示接近、接触、施力(压力减小)和释放(压力增加)的状态,与随时间测量的压力和力相关。(c)未驱动状态(左)和最大驱动状态(右)的夹具配置比较,表明底座位移和钳口间隙减小。(d)视频S1中的延时图像和相应的压力分布图,展示了夹具精细地抓取、移动和释放覆盆子的能力。
Movie S1:抓取覆盆子
真正展示水平的是图4d(对应Movie S1):夹爪抓一颗4克的覆盆子,轻轻提起来,移动,再放回去。全程没把果肉捏烂——软体机器人的核心优势就在这里,被动顺应性让它可以安全操作脆弱物体。
Movie S2:抓果冻糖
Movie S3:抓塑料注射器
文章还做了其他演示(图S7,Movie S2-S3):抓果冻糖(4.3 g)、抓塑料注射器(4.0 g),以及水下抓取。水下那个说明整个气腔密封性确实可以,而且材料在水里不溶胀,能正常工作。
03创新点①生物基树脂的实用化配方
之前也不是没人做生物基光敏树脂,但往往卡在力学性能上——要么太脆,要么粘度太高没法打。这个工作把AESO、THFMA、Genomer 4230三个成分的比例调得比较平衡,既保证了可打印性(室温粘度4.4 Pa·s),又让材料有了软体机器人需要的基本力学性能(18.9 MPa模量,19.6%伸长率)。73%的生物基碳含量也经得起推敲。
②折纸结构对材料要求的降维打击
如果这个夹爪是PneuNet那种靠材料膨胀变形的设计,19.6%的伸长率肯定不够用。但Kresling折纸的逻辑是:几何折叠主导变形,材料拉伸只是辅助。这就让很多伸长率不高但更可持续的材料有了用武之地。这个思路值得推广——与其死磕材料性能,不如在结构设计上做文章。
③真正的一体化打印
很多所谓的“3D打印软体机器人”其实只是打印了零件,还得手工组装、涂胶水密封。这个工作从设计上就把整个夹爪(包括气腔、折痕、剪刀机构)做成一个可打印的整体,打印完洗掉未固化树脂就能用。不仅省事,更重要的是密封可靠性大幅提升——手工组装漏气是常态,一体打印只要参数调对,泄漏主要来自层间微间隙,问题可控。
④2000次循环的耐久性验证
软体机器人领域太多论文停留在“能动的演示”阶段,耐久性数据很少。这个工作实打实地跑了70多个小时、2000个循环,并且记录了失效模式。这给后续想用这个材料的人提供了可靠的设计参考:变形量控制在什么范围能长期用,折痕处要注意什么。
⑤多场景功能验证
覆盆子、果冻、注射器、水下——这几个实验虽然简单,但覆盖了不同的需求:脆性物体、粘弹性物体、刚性物体、潮湿环境。说明这个材料+这个设计确实有潜力用在真实场景,不是只能在实验室表演。
04总结与展望这个工作给人最大的启发可能是:软体机器人的可持续发展,不一定要靠新材料从天而降,也可以靠结构设计把现有材料的潜力发挥出来。19.6%的伸长率,放在十年前可能直接被排除在软体机器人候选名单之外,但配上Kresling折纸,就能做出能干活的东西。这种思路在软体机器人还在快速发展的阶段,尤其值得关注。
另外,DLP一体打印的成熟度已经可以做出带复杂内部腔体、薄壁结构、可动部件的软体机器人,而且尺寸能做到几厘米级别。这对快速迭代、小批量定制来说是个好消息。
未来研究将聚焦于以下几个方向:
🔸微型化:90微米的分辨率已经能做不少事,但理论上DLP可以做到更高。把这个设计缩小到毫米尺度,用在微操作或医疗领域,是有可能的。
🔸多材料打印:现在的夹爪是单一材料,如果能在同一个打印过程中同时使用不同模量的材料(比如刚性骨架+柔性铰链),设计空间会大很多。已经有研究在做多材料DLP,但生物基体系还需要验证。
🔸泄漏问题进一步优化:虽然现在的泄漏率在工作范围内可以接受,但长期稳定性仍有提升空间。优化打印参数(比如折痕处的曝光时间)或后处理工艺(比如涂一层很薄的密封层)可能有用。
🔸更多折纸拓扑:Kresling适合线性收缩,但别的折纸拓扑(比如Waterbomb)可以产生不同的变形模式(弯曲、扭转)。把这些几何用生物基材料打印出来,能扩展应用场景。
🔸闭环控制:现在的演示是开环的,加上压力传感器或光学传感器(材料透明度高,方便集成),可以实现力控或位置控,抓取会更可靠。
🔸降解性研究:生物基不等于可降解。大豆油基的聚合物在自然环境中多久能分解,分解产物有没有毒性,这些问题还没回答。如果要走向环境监测或一次性医疗应用,降解数据是必需的。
从大豆油到折纸夹爪,这条路走得通。下一步是看能不能走得更远。