在工业自动化控制中,PLC作为核心设备,广泛应用于各类生产线的逻辑控制。今天,我们通过一个典型的“物料计数与延时启动”案例,深入解析西门子PLC梯形图编程的实现逻辑,帮助初学者快速掌握基础编程技巧。
 控制需求分析
控制需求分析根据案例要求,系统需实现以下功能:
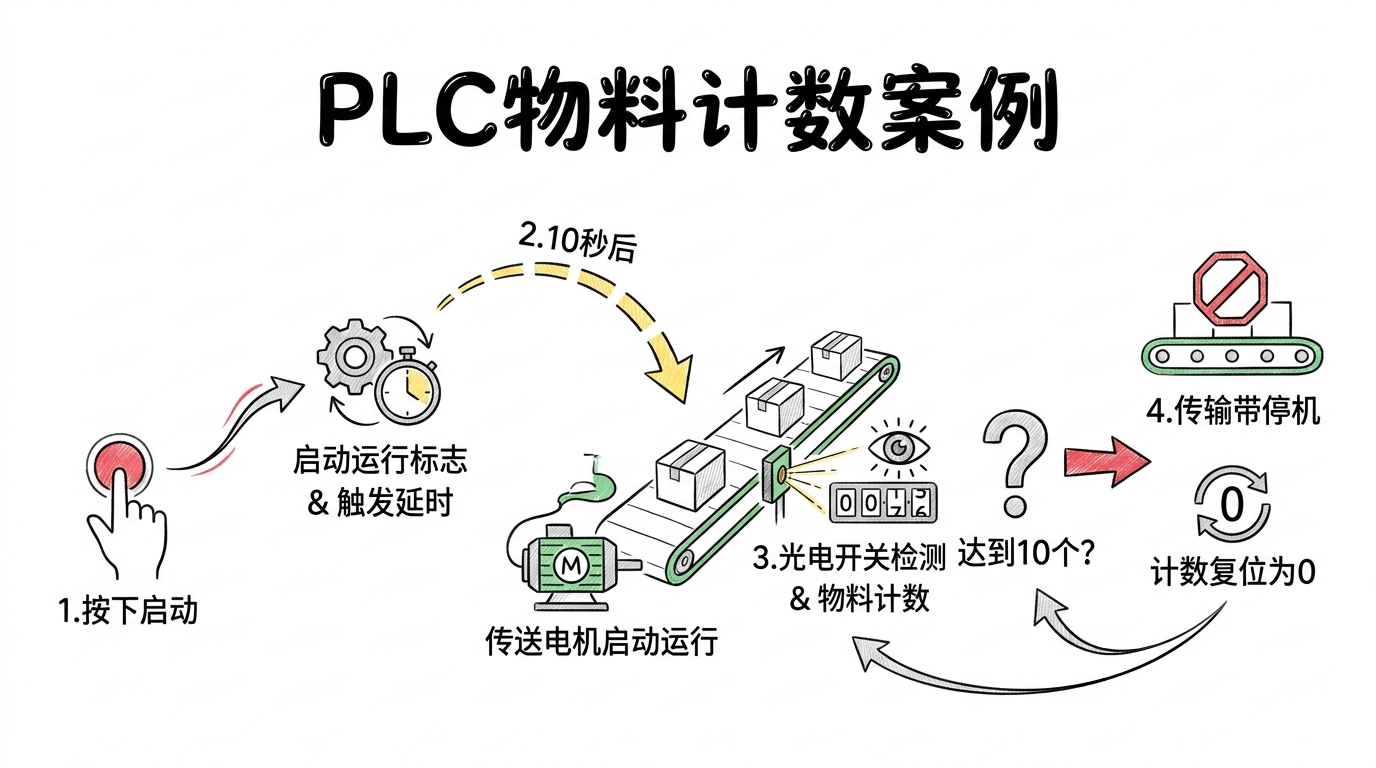 按下启动按钮后,启动运行标志位并触发延时;延时10秒后,传送电机启动运行;光电开关实时检测传输带上的物料数量;当物料计数达到10个时,传输带自动停机,计数器复位为0。硬件配置与I/O分配输入信号: 启动按钮:I0.0(常开触点) 停止按钮:I0.1(常闭触点) 光电传感器:I0.2(检测物料通过信号)输出信号: 传送电机:Q0.0(控制电机启停)内部元件: 启动标志位:M0.0(自锁继电器) 延时定时器:T37(TON类型,预设值PT=100,对应10秒) 计数器:C0(CTU类型,预设值PV=10)梯形图程序解析
按下启动按钮后,启动运行标志位并触发延时;延时10秒后,传送电机启动运行;光电开关实时检测传输带上的物料数量;当物料计数达到10个时,传输带自动停机,计数器复位为0。硬件配置与I/O分配输入信号: 启动按钮:I0.0(常开触点) 停止按钮:I0.1(常闭触点) 光电传感器:I0.2(检测物料通过信号)输出信号: 传送电机:Q0.0(控制电机启停)内部元件: 启动标志位:M0.0(自锁继电器) 延时定时器:T37(TON类型,预设值PT=100,对应10秒) 计数器:C0(CTU类型,预设值PV=10)梯形图程序解析 启动标志位与延时控制
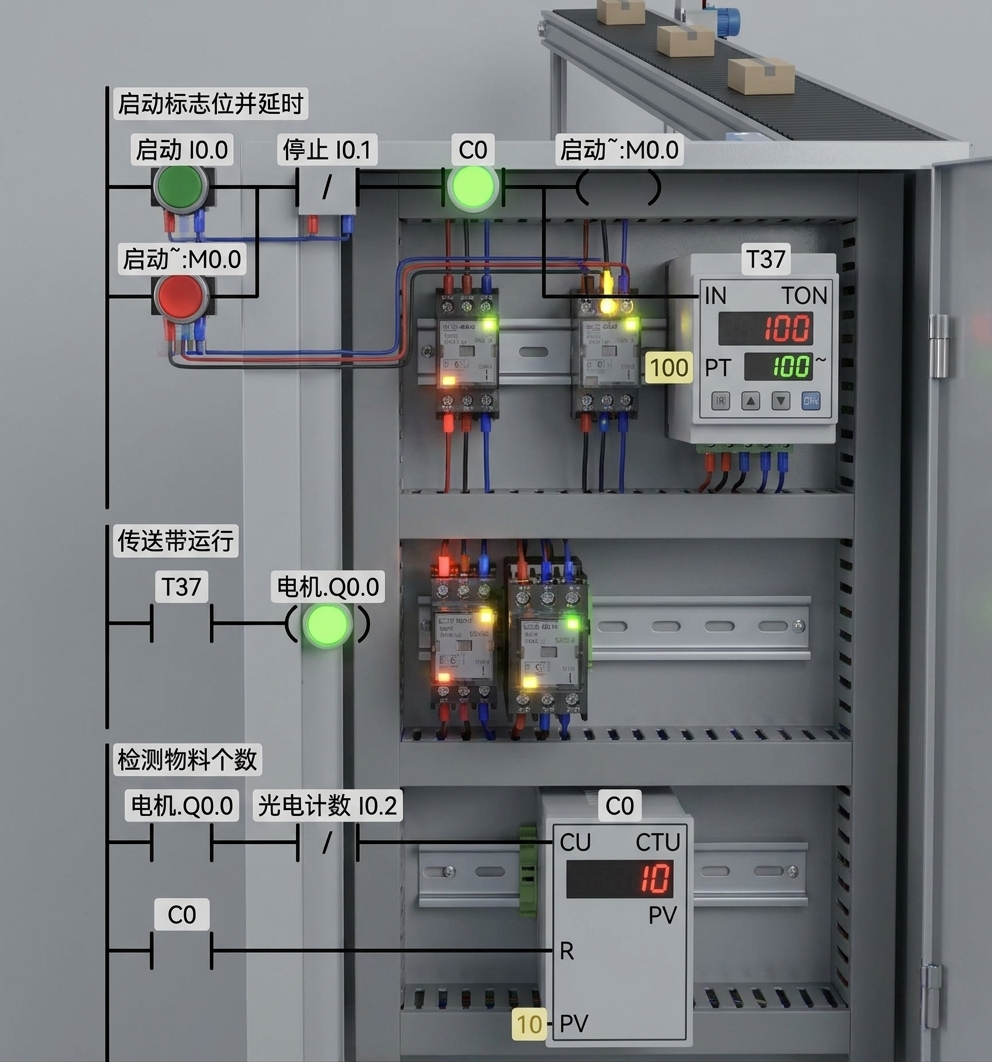
启动标志位与延时控制当按下启动按钮I0.0时,常开触点闭合,同时停止按钮I0.1的常闭触点保持导通(未按下停止)。此时,启动标志位M0.0线圈得电并自锁,确保启动信号持续有效。
M0.0的常开触点闭合后,接通延时定时器T37。T37采用TON(接通延时)类型,预设值PT设为100(单位:100ms),即延时时间为100×0.1s=10s。延时结束后,T37的常开触点闭合,为电机启动做准备。
传送电机控制当T37延时结束后,其常开触点闭合,同时电机控制条件需满足:传送电机Q0.0线圈得电,驱动电机运行。
物料计数与停机复位光电传感器I0.2检测到物料时,其常开触点闭合,计数器C0的CU(计数输入)端接收脉冲信号,计数值加1。当计数值达到预设值PV=10时,C0的常开触点闭合,同时其常闭触点断开,切断电机Q0.0的控制回路,实现停机。
程序运行流程启动阶段:按下I0.0→M0.0自锁→T37开始10秒延时;延时结束:T37触点闭合→电机Q0.0启动;计数阶段:物料通过光电开关I0.2→C0计数(0→10);停机复位:C0计数到10→电机停机→C0自动复位→等待下一次启动。 案例应用与拓展
案例应用与拓展该案例适用于小型传送带、包装线等场景,通过简单的逻辑组合实现自动化控制。实际应用中,可根据需求调整延时时间(修改T37的PT值)或计数目标(修改C0的PV值)。此外,还可增加故障报警、手动/自动切换等功能,提升系统灵活性。
学习要点掌握TON定时器的延时逻辑与参数设置;理解CTU计数器的计数触发与复位条件;熟悉自锁电路、常开/常闭触点在程序中的应用;学会通过梯形图分析控制流程,排查逻辑错误。通过本案例的学习,相信大家对PLC基础编程有了更直观的认识。工业自动化控制的核心在于“逻辑清晰、功能明确”,多实践、多调试,才能快速提升编程能力!